
地質套管加工的原則有哪些?
地質套管加工的原則1、地質套管加工-基準先行在地質套管加工零件之前,我們必須先確定一個基準面,作為后續(xù)定位的參考。確定基準面后,首先要把基準面地質套管加工平整光滑。2.地質套管地質套管加工的工藝制定地質套管加工非標定制產(chǎn)品時,要根據(jù)圖紙要求制定工藝,需要安排地質套管加工工藝。如果精度

地質套管加工陽極氧化可以獲得具有高透明度的氧化膜
地質套管加工陽極氧化可以獲得具有高透明度的氧化膜。這種氧化膜可以吸附多種有機染料和無機染料,因此各種鮮艷的顏色,這種彩膜既是防腐層,又是裝飾層,也就是我們通常所說的著色處理。存在地質套管加工在某些特殊的工藝條件下,還可以獲得類似瓷器的保護性和裝飾性氧化膜。\\地質套管加工該廠生產(chǎn)的地質

煤礦用鉆頭中的設計基準和工藝基準是否相同?
1.煤礦用鉆頭中的設計基準和工藝基準是否相同?礦用鉆頭廠認為這個問題的答案是否定的,就是煤礦用鉆頭中的設計基準和工藝基準不一樣。設計基準是指用于確定零件圖上其他點、線和表面位置的基準。工藝基準是指零件加工和裝配過程中使用的基準,可分為裝配基準、測量基準和定位基準。2.煤礦用鉆頭,它的成本計算

地質套管主軸回轉誤差的主要原因有哪些?
地質套管主軸回轉誤差的主要原因有主軸同軸度誤差、軸承誤差、軸承間同軸度誤差、主軸纏繞等。它是確定機床各部件在滑軌上相對位置的標準,也是機床運動的標準。導軌本身的制造誤差、導軌的不均勻損傷和安裝質量是導致導軌誤差的關鍵因素。傳動鏈誤差是指傳動鏈起點和終點的傳動元件之間相對速度的誤差。這是由傳動
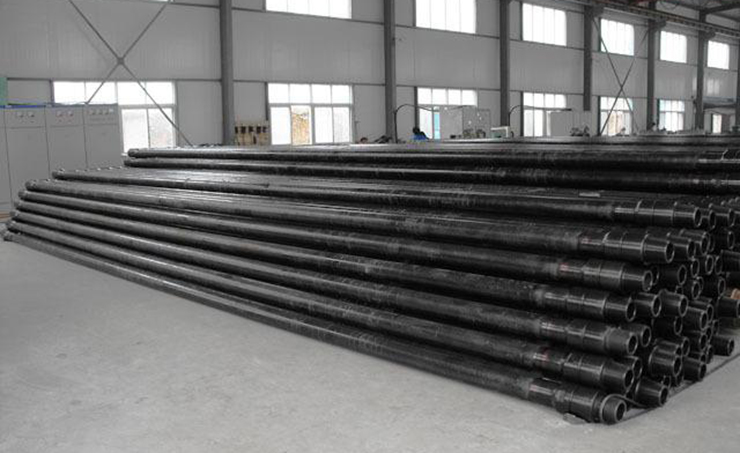
在機械加工廠加工地質套管時,應該對工藝要求高
地質套管加工領域是社會經(jīng)濟的支柱產(chǎn)業(yè),前景可觀。在機械加工廠加工精密機械地質套管時,對制造工藝有很多要求,以保證出廠地質套管的合格率。移除老虎鉗的鉗口,并加工兩個M4螺紋孔。將兩塊厚度為1.5毫米的鋼板2鉚接到鉗口處,用鋁制弓形鉚釘鉚接厚度為0.8毫米的硬銅板3,用M4弓形螺釘1將其擰到鉗口上,制成堅固耐

地質套管加工工作中需要旋轉工作臺時
(1) 地質套管加工工作中需要旋轉工作臺時,確保旋轉時不會接觸機床的其他部件或機床周圍的其他物體。(2) 地質套管加工機床運行時,嚴禁觸摸旋轉螺桿、拋光桿、主軸和轉盤,操作人員不得停留在機床的運動部件上。(3) 地質套管加工機床運轉時,操作者不得擅自離開工作崗位或委托他人照管。(4) 地質套